Desciption:
Manufacturing process: Roll Forged or Fully Ground
Material: F4341,4341,9341,M2,M42,M35
Point Angle: 118degree or 118/135 degree(Split Point)
Flute: N or VA (Parabolic)
Standard: DIN338
The twist drill is the most common type of drill. The shank of the drill is held by the machine tool, which in turn imparts a rotary motion. This shank may be straight or tapered. The body of the drill is typically made up of two spiral grooves known as flutes, which are defined by a helix angle that is generally about 30 degree but can vary depending on the material properties of the work piece. The point of the drill generally form a 118ˇă angle and includes a 10 degree clearance angle and chisel edge .The chisel edge is flat with web thickness of approximately 0.015 x drill diameter. This edge can cause problems in hole location owing to its ability to "walk" on a surface before engaging the work piece. In the case of brittle materials, drill point angles of less than 118 are used, while ductile materials use larger points angles and smaller clearance angles.
Favorite of both the DIY and industrial markets. The general purpose, 118 degree point, ideal for portable and machine drilling. Designed to perform in low and medium carbon steel, cast iron and wood. The 135 degree split point is self-centering and reduces thrust. Ideal for portable or machine drilling of low tensile strength alloy material, stainless steel, and other medium duty applications. Available in bright finish, black oxide, titanium nitride coated, bronze color oxide. More choices for consumer.
Main technical conditions of twist drill
Dimensions
Drill diameter
The values indicated in the relevant dimensional standards apply in respect of the diameter of twist drills.
Test point: on the lands at the corners
Testing equipment: micrometer
Tapering of diameter
The diameter of twist drills usually reduces from the drill tip towards the shank in the area of the flutes.
Test values: The taper on diameter amounts to 0.02 to 0.08mm over a length of 100mm
Test point: at the outside diameter on the land.
Testing equipment: micrometer and indicating measuring instruments.
Straight shank
Tolerance for shank diameter f11, tolerance for roundness and parallelism 0.02mm for the shank length.
Concentricity tolerance
The concentricity tolerance of the twist drill is calculated from the equation.
Tr=0.03+0.01*L/d
in which "L" is the total length and "d" the diameter of the drill (all dimensions in mm)
Length
The tolerance of length for the total length corresponds for the degree o accuracy "very coarse" according to DIN 7168 part 1. The flute lengths giver in the relevant dimensional stands are minimum dimensions.
Point angle
Test value: 118º or 135º
Test point: at the cutting edges
Testing equipment: universal bevel protractor indicating measuring instruments.
Materials and hardness
Materials: M2(HSS6542), M35(HSSCO5), M42(HSSCO8), W9Mo3Cr4V(HSS9341), W4Mo3Cr4V(HSS4341).
Hardness: HSS HRC63-66; HSS-E HRC64-68
Test point: on outside diameter on the land or adjacent relieved land
Test equipment: hardness tester
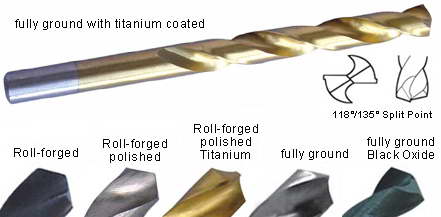
Manufacturing process and surface finishing
Process: rolled (roll forged), milled, fully ground
Surface finishing: white (bright), black (black oxide), TIN (titanium) coated, bronze color oxide.